1. High and Low Concentrations of Hydrogen Sulfide
Currently, hydrogen sulfide (H2S) gas generated during the production of all-solid-state sulfide-based batteries is mainly categorized into two types: high-concentration hydrogen sulfide and low-concentration hydrogen sulfide. Among these, high-concentration hydrogen sulfide originates from multiple process units and typically ranges around 10 ppm, or even higher; low-concentration hydrogen sulfide results from spatial diffusion and is generally in the range of 1–5 ppm. (The hydrogen sulfide concentration data are based on current process feedback and will be updated concurrently with process optimization.)
2. Traditional Solution: Suppression at the Source
Currently, the industry (in laboratories or small pilot lines) commonly employs inert gas protection systems, paired with valves, pipelines, and seals that offer ultra-low dew points and extremely high sealing performance. Its core mechanism starts with “inhibiting generation.” This method is still suitable for laboratory experiments, glove boxes, and small-scale trials, and both the operating costs and the initial investment are acceptable. However, scaled-up production entails excessively high costs, making large-scale deployment challenging and preventing the completion of full-scale industrial validation for all-solid-state batteries.

3. New Approach: Process Purification
After H2S gas is generated, the H2S problem can be solved through process purification.
1. Purification in conjunction with the dust collection system
The pilot-scale production line is located in an area with high H2S concentrations and significant dust generation; the H2S concentration in this area typically exceeds 10 ppm.
① First, the gas is treated with a dust removal device, and then activated carbon and metal oxides are used to adsorb H2S.
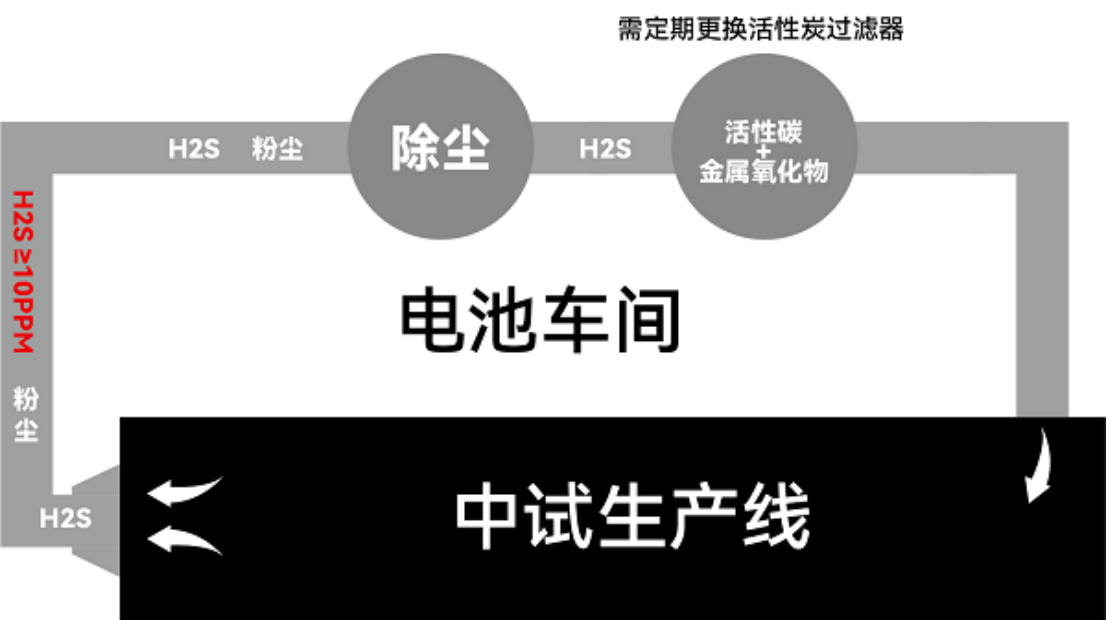
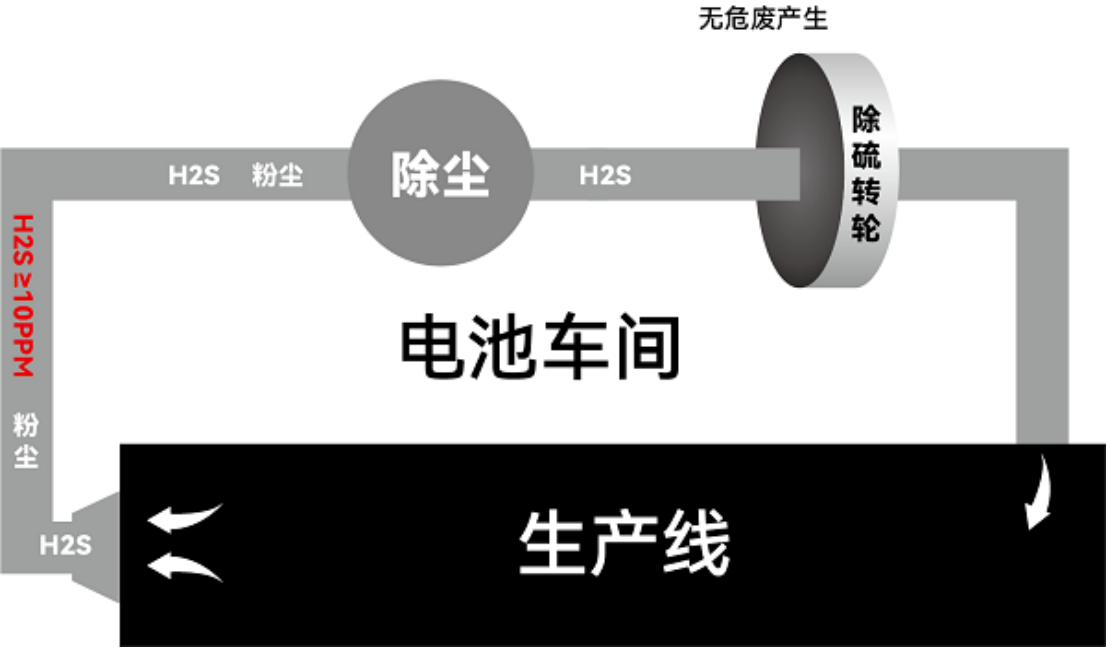
② For pilot-scale production lines where the H2S concentration exceeds 10ppm and the gas has been pre-treated by dust removal equipment, the rotary adsorption method can achieve deep purification of sulfides, reducing the H2S concentration at the outlet to near-zero levels.
2. Purification in conjunction with the dehumidification system
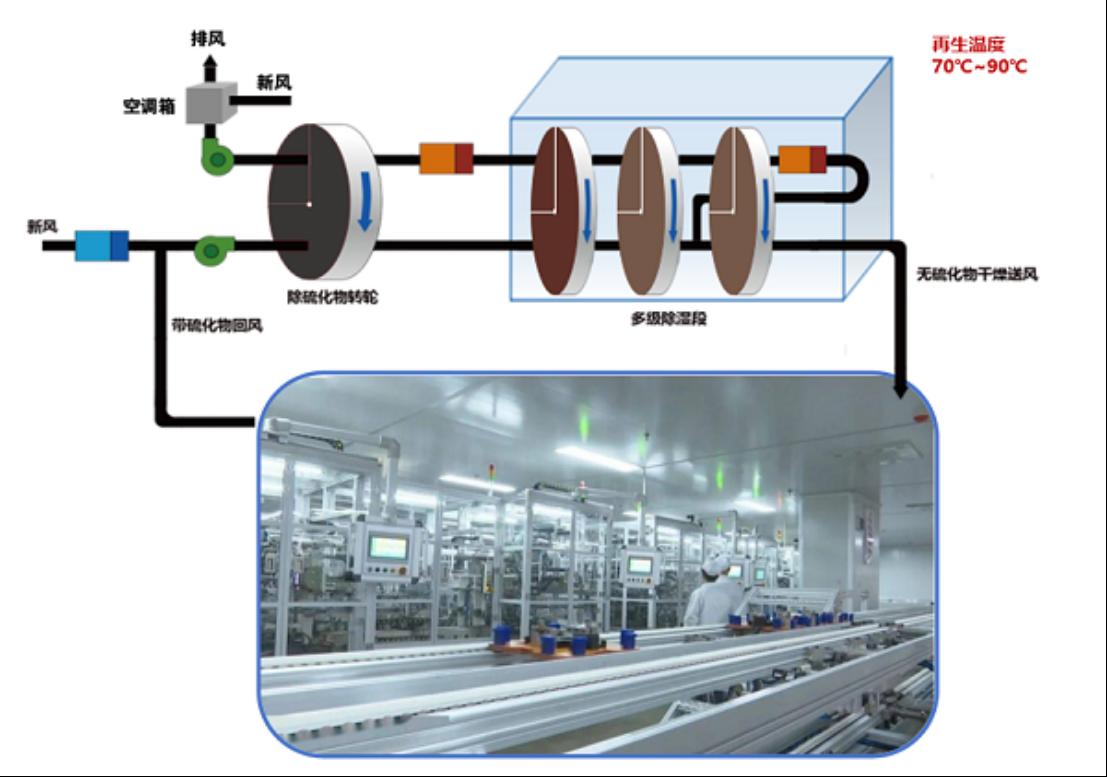
In the production workshop, H2S gas at low concentrations is drawn into the dehumidifier by the negative-pressure return air of the dehumidification system. This dehumidifier is equipped with an activated carbon filter and a sulfur-removal rotor, which first adsorb hydrogen sulfide before dehumidification takes place.
① Adding an activated carbon filter to the dehumidification system
Advantages of activated carbon adsorption:
● Simple equipment
● No renewable energy required
● Suitable for treating low-concentration contaminants
Disadvantages of activated carbon adsorption:
● Relatively high initial investment
● Requires regular replacement, typically every 1–3 months, resulting in high maintenance costs
● Large quantities are needed for moderately high concentrations, making it less suitable for compact spaces
● Generates hazardous solid waste
● Best suited for low air velocities, generally below 0.5 m/s
● Operation must be stopped during filter replacement
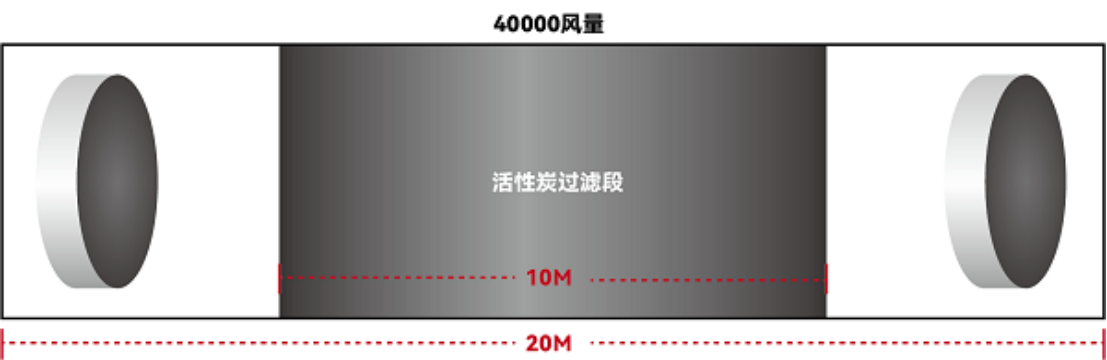
a. At an air velocity of 2 m/s with a residence time of 5 seconds, the activated carbon filtration section would need to be 10 meters long.
b. At an air velocity of 0.5 m/s and a residence time of 5 seconds, the length of the activated carbon filtration section would need to be 2.5 m. However, its cross-sectional area would be much larger than that of the dehumidifier.
② Install a hydrogen sulfide removal rotor in the dehumidification system
a. Single rotor
The dew point system has a simple structure, is easy to install and maintain, is compact in size, and low in cost, making it suitable for spaces with limited room. Japanese and Korean companies are the primary users of technologies that achieve low- and ultra-low dew-point environments.
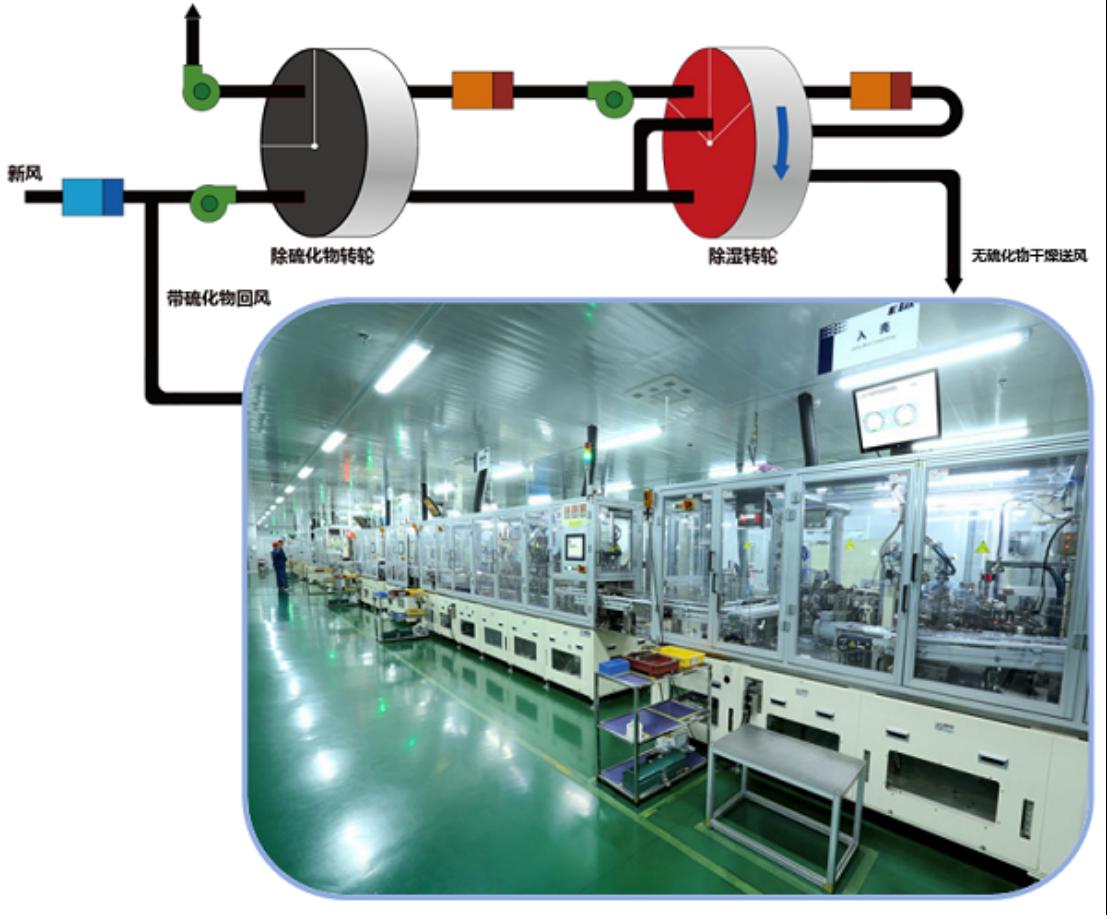
b. Dual-rotor wheel
It is suitable for solid-state battery manufacturing plants that require high air volumes while maintaining relative energy efficiency. The regeneration temperature is lower than that of a single-rotor wheel, ranging from 120 to 140°C. The regeneration air volume is also smaller, at one-tenth of the process air volume, resulting in lower operating energy consumption compared with a single-rotor wheel system.
However, dehumidifiers of this type are larger in size than single-rotor dehumidifiers, and their application scope is relatively fixed.c. Multi-stage Desiccant Wheels
For solid-state battery manufacturing facilities requiring high airflows and exceptional energy efficiency, a multi-stage desiccant wheel dehumidification system is recommended. This configuration operates at a low regeneration temperature of 70–90°C, making it compatible with low-grade heat sources and resulting in a highly energy-efficient system.
Process Integration: System Coupling of Dust Removal, Dehumidification, and Desulfurization
As can be seen, the production workshop for liquid batteries is entirely unable to meet the stringent environmental requirements of the sulfide-based process. In liquid-battery manufacturing, dust removal and dehumidification were not originally closely related. However, in all-solid-state batteries, particularly those based on sulfide electrolytes, dust and moisture removal are closely linked to H2S. “Currently, due to the H2S issue, sulfur removal functionality must be added to the downstream section of the dust collection equipment, and also to the upstream or midstream section of the dehumidification equipment.” Industry insiders point out that if the dust removal stage achieves good desulfurization performance, the pressure on subsequent desiccation and desulfurization processes will be reduced. “This is a key consideration that must be addressed in the overall system design.” In solid-state battery pilot production lines, in addition to conventional activated carbon, Powes’ self-developed H2S adsorption rotor has attracted significant interest from several battery manufacturers operating solid-state battery pilot lines. This technology does not require periodic shutdowns to replace filters, as is necessary with activated carbon, nor does it generate hazardous waste. Dew point equilibrium: The lower the dew point, the less H2S is generated. However, this also requires a larger air flow rate, resulting in higher energy consumption. When the generated H2S can be adequately treated, a lower dew point is not required, the air flow rate can be reduced, and energy consumption can be lowered. There is a trade-off between dew point control and H2S removal.
Technical Challenges: Limitations of Activated Carbon Adsorption in Wind Speed Matching
Modified activated carbon requires a certain amount of time to adsorb H2S, so the wind speed should not be too high. However, the internal air velocity of a dehumidifier is typically between 2 and 4 m/s, which is highly unfavorable for activated carbon adsorption of H2S. Excessively high wind speed will severely impair the adsorption performance. The solution is to significantly increase the thickness of the activated carbon layer, but this would result in a longer dehumidifier, making the system more complex and excessively long. This issue is particularly pronounced in scale-up production, whereas it is less evident at the lab- or pilot-scale stages. In the dust and sulfur removal processes for solid-state batteries, activated carbon is also subject to wind-velocity constraints, typically requiring a flow rate of no more than 0.5 m/s. Since the flue gas flow rates for dust and sulfur removal are relatively low, activated carbon can be applied by increasing its bed height. The industry also employs metal oxides in combination with activated carbon to address the issues of insufficient adsorption capacity and reduced accuracy caused by excessively high air velocities. However, both the activated carbon and the metal oxides still require regular replacement.
Mainstream Desulfurization Technology Paths
In large-scale production, desulfurization schemes using dust removal and dehumidification systems primarily fall into the following three categories:
1: Activated carbon–metal oxide
2: Activated carbon–H2S adsorption rotor
3: H2S adsorption rotor
Both dust removal–desulfurization and dehumidification–desulfurization configurations typically employ one of these three approaches.
Economic Comparison Analysis
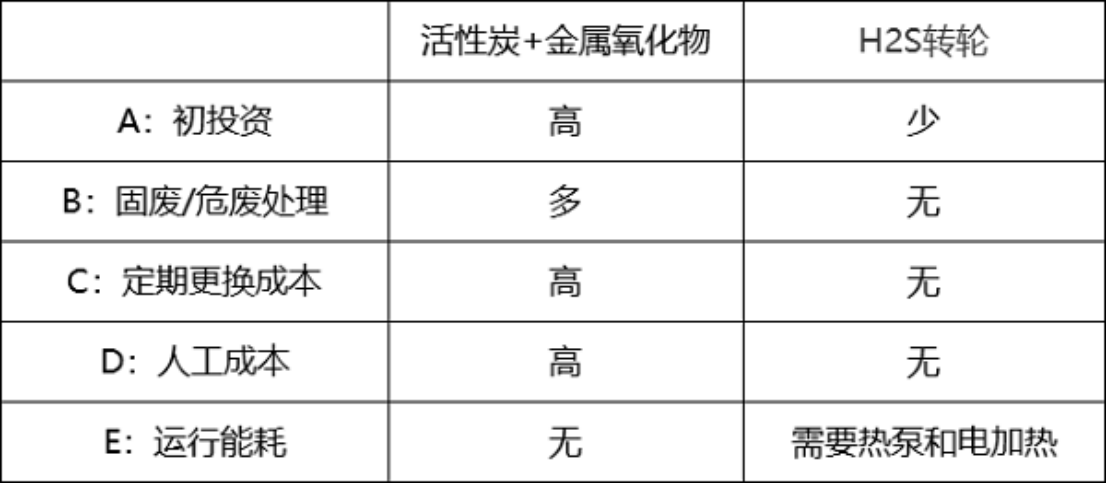
(The above assessment still requires experimental testing and full-scale engineering application to obtain accurate data; it is only a trend analysis.)

(Note: The schemes and text mentioned in this document are copyrighted by Powos. A patent has been applied for these schemes.)